Preventing color bleeding between candle layers means preventing color migration, staining, feathering, or dirty boundaries between successive pours in layered container candles by controlling base-layer set, second-pour heat, and dye load, not fixing general candle coloring problems, mold-layer defects, or full layered-candle construction.
This page is for makers who want clean color separation without layers pulling into each other. It shows how to judge base-layer readiness, control second-pour heat, and keep dye load from dirtying the boundary. The focus stays on layered container candles and on line control, not general coloring or mold work. Start with the base layer, because timing errors can make the later variables harder to read.
If you are pouring layered candles in molds instead of containers, use the mold-specific layered candle guide because the pour shape and failure pattern change.
Clean candle layers come from pouring the next layer after the base has set, then controlling heat, dye load, and bonding so the boundary stays clear.
Layered candles can blur fast when even one variable drifts. Many makers wait by the clock, then still get feathering, muddy lines, or weak bonding. The cleanest results come from reading the base layer correctly, pouring the next layer at the right heat, and using only enough dye for contrast. Once those parts line up, it gets much easier to spot whether the problem is timing, temperature, dye load, or a false bleed signal.
Use this quick router to choose the first variable to test before you change the full process.
| Visible pattern | Most likely first cause | First place to check |
|---|---|---|
| Feathery line right after the pour | Second pour is too hot at the boundary | Second-pour temperature |
| Boundary looks tinted or color climbs upward | Base layer still holds heat or the upper layer carries too much dye | Base-layer readiness |
| Line stays sharp, then cracks or separates later | Base was too cool or the next pour did not create enough contact | Adhesion balance |
| Boundary looks wet or muddy without clear color travel | Formulation interference or fragrance load can be masking the line | Dye-load section and final diagnosis check |
When the Base Layer Is Ready for the Next Pour
Wait until the first layer is structurally set and resists color drag, but is not so cold that the next layer bonds poorly.
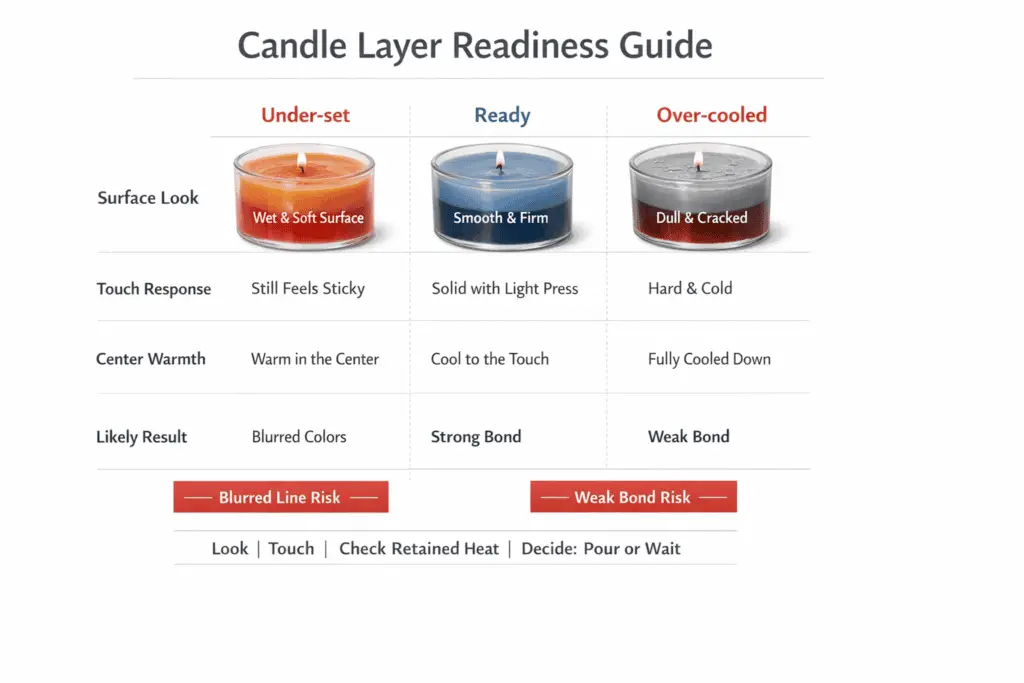
A top skin is not enough. The base layer is ready when the surface looks set, the top resists a light touch, and the center is no longer holding enough heat to pull color upward at the boundary.
For the wider color-control context behind this step, use the full guide to candle dye and coloring before you fine-tune layered pours.
Quick readiness read
Under-set
- Glossy top
- Soft center
- Easy denting
- Likely result: dye drags upward and the line blurs
Ready
- Surface looks set
- Light touch leaves little or no mark
- Warmth feels even, not hot
- Likely result: line stays cleaner and the layers still grip
Over-cooled
- Fully cold and firm
- Sometimes slightly pulled from the glass edge
- Likely result: sharper line, but higher risk of weak bonding
What ready looks like
A ready base layer has a set surface, low retained heat at the boundary, and enough warmth left for the next layer to grip.
- The surface has moved past a wet shine and looks settled.
- A very light touch does not leave a deep dent or smear.
- The middle does not feel much warmer than the outer ring.
- The layer still has a little life in it, rather than feeling hard and fully cold.
A simple timing workflow works better than guessing by the clock. First, look for the surface change from glossy to set. Next, do a light-touch check near the edge, not the center. Then pause and think about retained heat, because a large jar, a soy-heavy wax, or a warm room can leave the center hotter than the top suggests. Last, make a go or no-go call before reheating the next color.
Fully cool is usually safer for line sharpness, but slightly warm is often better for bonding if the layer is truly set. That is why one wait time can work in a narrow paraffin blend and fail in a wide soy jar. In many batches, a cool-looking surface hides a still-warm center.
If the same defect keeps coming back, change one variable at a time. Record wax type, jar width, room temperature, wait time, and whether the line stayed clean. After timing is stable, dye load matters because an aggressive top color can still ghost into a ready base.
Control the Second-Pour Temperature So It Does Not Re-Melt the First Layer
The second layer should be cool enough to avoid re-melting the first layer, yet warm enough to level and bond cleanly.
The safest second pour sits in a middle band, not at the hottest pour point and not at the coolest point that barely flows. When the second pour is too hot, it softens the first layer and feathers color upward. When it is too cool, the top can set rough or fail to grip the layer below.
A useful rule is to move the second pour below the first-pour heat and then adjust by wax family, jar heat, and how warm the base still feels. In many layered container tests, a shift from about 140°F to 150°F, or 60°C to 66°C, can matter when the first layer still carries heat.
Treat that band as a working start point, not a fixed rule. It comes from layered container guidance and repeat-batch shop practice rather than a universal standard. Jar width, retained heat, and wax family can move the safe pour lower or higher.
Second-pour heat check
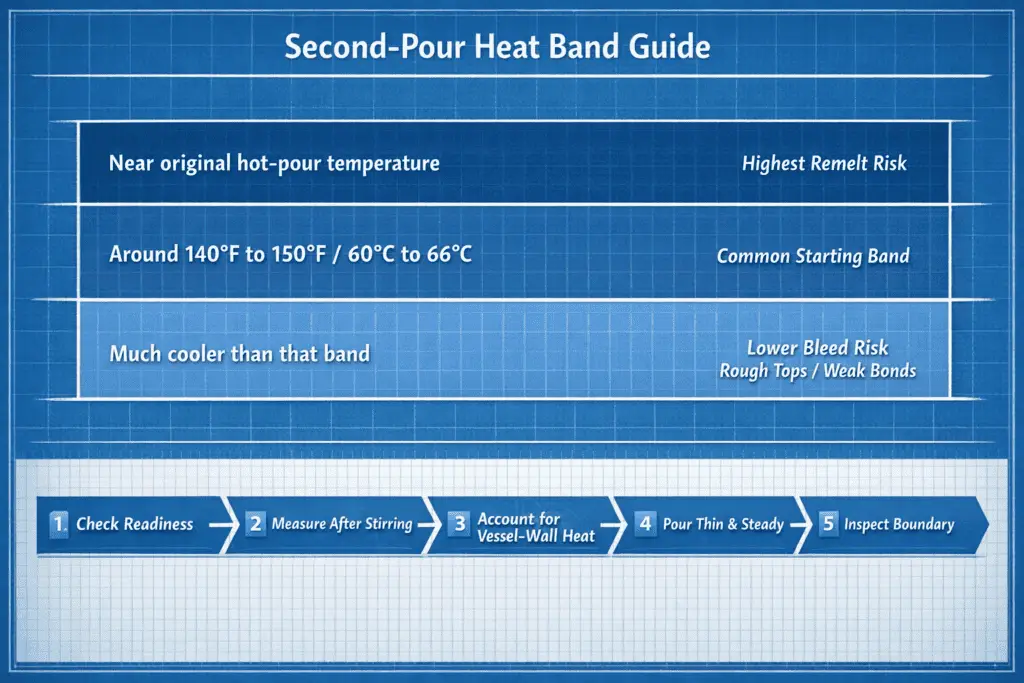
The second-pour heat check sorts the line-control tradeoff by showing when the upper layer is hot enough to remelt the boundary and when it is cool enough to protect it.
Near original hot-pour temperature
- Highest remelt risk
- Most feathering
Around 140°F to 150°F, or 60°C to 66°C, in many layered container tests
- Common starting band
- Still needs adjustment by wax and jar heat
Much cooler than that band
- Lower bleed risk
- Rough tops or weak bonding show up sooner
A repeatable control sequence keeps the line cleaner:
- Check that the first layer is actually ready.
- Measure the wax after stirring, not just the pot setting.
- Account for vessel-wall heat, because warm glass acts like extra pour heat.
- Pour in a thin, steady stream.
- Inspect the boundary right away.
Signs that usually point to heat drift
- A feathery line that climbs upward usually means the second pour was too hot.
- A line that looks washed out only near the center often means the base held more heat than expected.
- A rough top or poor contact line can mean the second pour was cooled too far.
- A jar run that starts clean and then gets worse often means the wax cooled across the batch while the jars stayed warm.
For repeat batches, use the same thermometer, stir before every reading, and re-check the wax after every few jars instead of trusting one early number. Soy-heavy blends often need a tighter middle band.
Reduce Dye Load Without Losing Layer Contrast
Yes, excessive dye load can increase color migration, especially when a dark upper layer meets a lighter lower layer.
The cleanest layered candles use only enough dye to make the layers look distinct. When the top color is pushed much darker than needed, the boundary is more likely to stain, blur, or show ghosting, which is a faint tint from one layer showing through the next.
A practical way to read the tradeoff
Use the 1 to 5 scores below as an internal batch-log rubric, not as fixed performance data. They help you compare your own pours under the same wax, jar, and timing conditions.
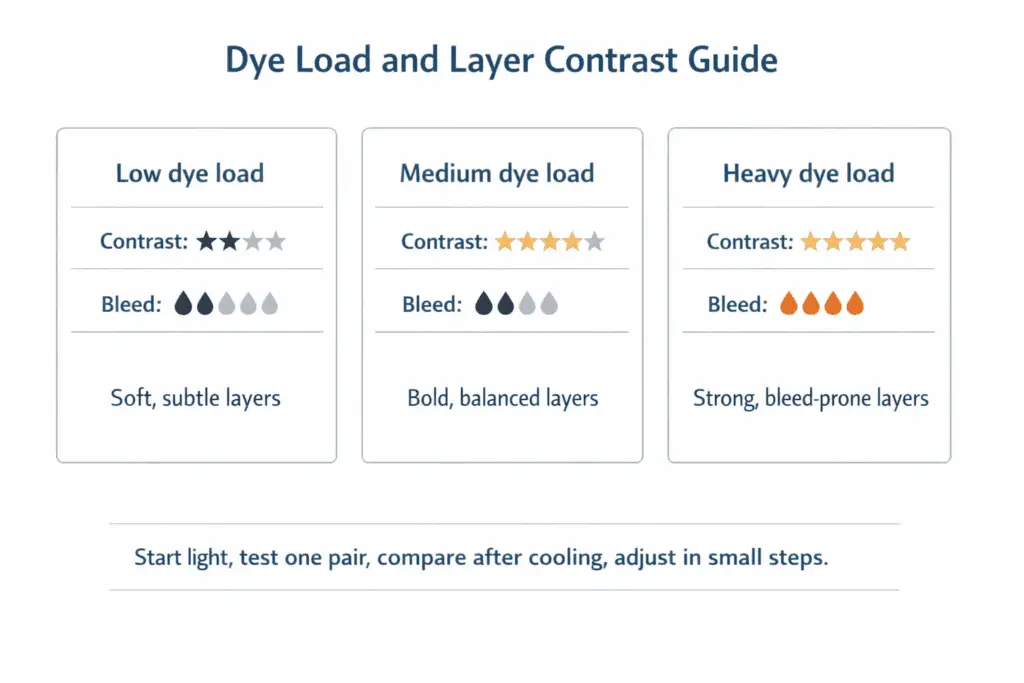
Low dye load
- Contrast score: 2/5
- Bleed score: 1/5
- Typical result: clean line, but the layers may look too close in shade
Medium dye load
- Contrast score: 4/5
- Bleed score: 2/5
- Typical result: clear separation with a cleaner boundary
Heavy dye load
- Contrast score: 5/5
- Bleed score: 4/5
- Typical result: strong color, but higher risk of drag or staining at the line
Treat those scores as a batch-log frame, not a universal formula. Supplier guidance is the best place to set a starting range, then your own jars tell you whether the line stays clean.
Fragrance load or formulation interference can make a boundary look wet, muddy, or stained even when true pigment travel is limited. Keep that check narrow on this page: it helps separate real bleed from a look-alike defect, but it does not replace a full fragrance or formulation diagnosis.
The safest routine is to start lighter than you think you need, pour a small test, and judge the candle after the layer line settles. If contrast is weak, first widen the shade gap between the two layers before raising the top dye load. In many batches, a paler lower layer or a slightly less saturated upper layer keeps the line cleaner than adding more color to an already dark pour.
The goal is not maximum color. The goal is enough separation for the eye to read two layers without giving the darker pour more dye than the wax can hold cleanly.
If you need a wider starting point for saturation, use the step-by-step guide for how much candle dye you should use and then come back to layered-line testing.
A useful dye-load check routine
- Start with the lower end of the supplier’s dye guidance for the darker layer.
- Pour one test pair before scaling the batch.
- Compare the line after cooling, not only the liquid wax color.
- Raise or lower color in small steps, then log what changed.
- Keep the wax, jar, and pour timing the same while you judge dye load.
Darker shades often need more care than pale ones because they can stain a lighter base faster. Liquid dye can mix quickly, while chips or blocks can be easier to portion by repeatable pieces, but neither form is clean or messy by default.
When the color result is close but still off, tighten the starting range for the next test. If the shade looks right but the line still reads dirty, correct the look without jumping straight to a heavier dye load.
Balance Clean Layer Lines With Reliable Adhesion
Clean lines and strong adhesion come from balancing wait time, top-pour temperature, and wax behavior rather than maximizing only one outcome.
The sharpest layer line is not always the strongest bond. Adhesion is the bond that keeps one wax layer attached to the next, and pushing too hard for a razor-clean boundary can leave a candle that looks good at first but separates later.
Tradeoff view
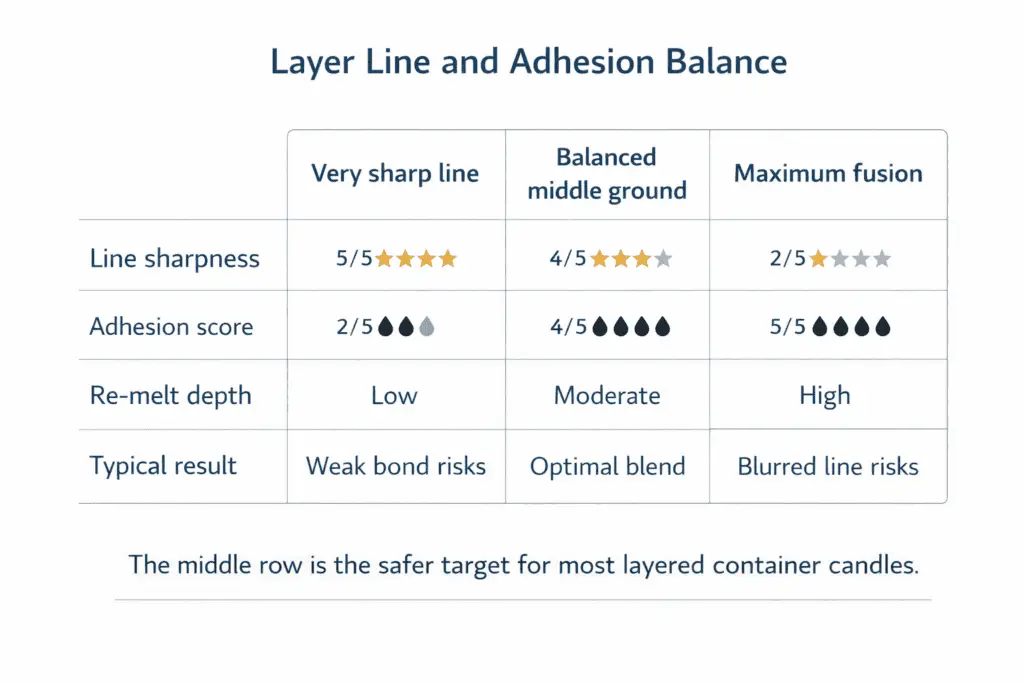
The tradeoff view shows that the cleanest visible line and the strongest layer bond do not peak at the same setting.
Use the 1 to 5 scores below as a tradeoff rubric, not as lab measurements. They help you compare line sharpness against bonding in the same wax, jar, and timing setup.
Very sharp line
- Line sharpness: 5/5
- Adhesion score: 2/5
- Re-melt depth: low
- Typical result: crisp look, but higher risk of weak bonding
Balanced middle ground
- Line sharpness: 4/5
- Adhesion score: 4/5
- Re-melt depth: moderate
- Typical result: cleaner line with a steadier bond
Maximum fusion
- Line sharpness: 2/5
- Adhesion score: 5/5
- Re-melt depth: high
- Typical result: strong bond, but the boundary softens
For most layered container candles, the middle row is the safer target. You want the top pour warm enough to grip the layer below, but not so hot that it melts deeply into the boundary and drags color upward.
Good bonding usually looks boring in the best way. The line stays mostly clean, the layers do not split when the candle cools, and later handling does not show a break between pours. Weak bonding often shows up as a clean-looking line that later cracks, lifts, or separates near the glass.
A clean line is only one part of success. A layered candle still has to stay together after cooling, storage, and use.
When the line is too soft, pull back heat or shorten re-melt depth. When the bond is weak, move a little toward warmth and contact instead of chasing the sharpest possible border.
Three signs that sort the tradeoff fast
- A line that stays crisp but later cracks points to low bonding.
- A line that turns blurry right after pouring points to too much re-melt.
- A line that looks clean at the edge and muddy in the center often points to retained heat in the jar or base layer.
Wax choice changes how forgiving that balance feels, especially in soy-heavy layered candles. If the line still looks wrong after you adjust the balance, diagnose the failure pattern before changing the fix.
Layered Candle Bleed-Risk Checker
Use a simple risk check that combines base-layer state, second-pour heat, dye load, and jar warmth, because color bleed usually comes from their overlap, not one setting alone.
Use the point bands in this section as an internal shop check, not as lab data. They work best when you score the same wax, jar, room, and timing conditions across repeat batches. The goal is to rank which variable to fix first, not to predict an exact failure rate.
A single variable can look fine on its own and still fail when the rest of the batch runs hot, dark, or rushed. Use this section as a quick screen before you change your process.
Four inputs that drive most layered-line problems
Base-layer state
- Lower risk: set surface and low retained warmth
- Medium risk: surface looks set but center still feels warm
- Higher risk: soft layer, glossy skin, or easy denting
Second-pour heat
- Lower risk: lower working pour band for your wax
- Medium risk: slightly warmer than planned
- Higher risk: hot enough to soften the lower boundary
Dye load
- Lower risk: clear contrast without oversaturation
- Medium risk: dark layer near the upper end of your usual load
- Higher risk: very dark upper layer over a pale base
Room or jar heat
- Lower risk: room and glass feel stable and moderate
- Medium risk: jar walls still hold some heat
- Higher risk: warm room, warm glass, or slow batch spacing
Check the pattern across the whole row, not just one box. One higher-risk flag can still work. Two higher-risk flags often blur the line. Three or more usually mean the next batch needs a process change before you pour again.
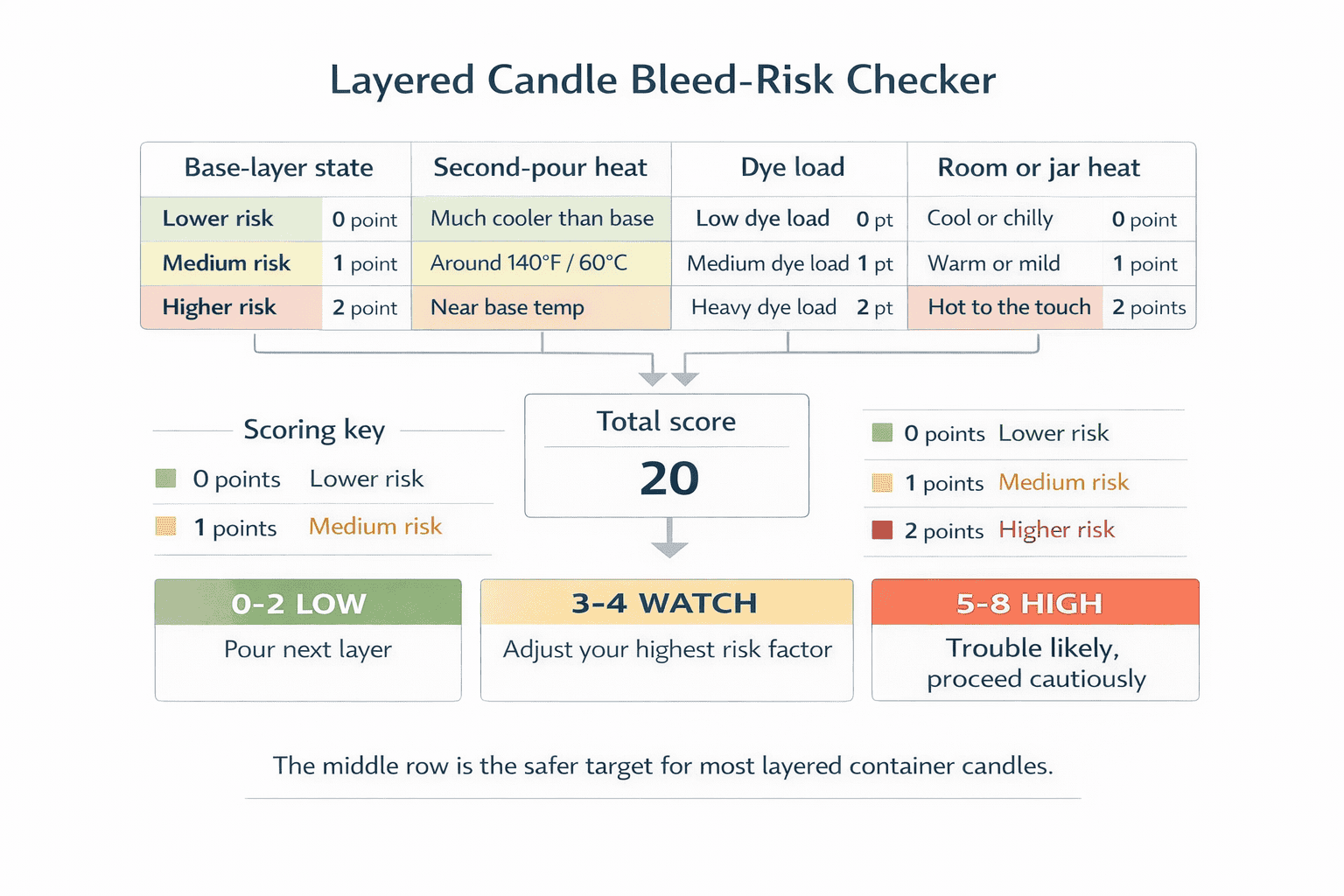
Quick scoring pass
The quick scoring pass ranks which variable to fix first by turning the four main bleed drivers into one repeatable batch note.
- Give each lower-risk sign 0 points.
- Give each medium-risk sign 1 point.
- Give each higher-risk sign 2 points.
- Add the total before the next pour.
0 to 2 points
- Risk band: low
- First move: keep the plan and watch the boundary
3 to 4 points
- Risk band: watch
- First move: change one variable before scaling the batch
5 to 8 points
- Risk band: high
- First move: stop and fix the hottest or least stable factor first
Use the fix order that removes the biggest cause of drag first. If the lower layer still feels warm, revisit base-layer readiness. If the boundary feathers right after the pour, revisit second-pour temperature. If the dark layer keeps tinting the pale one even after timing and heat look better, diagnose the failure pattern before changing three more things at once.
This checker works best as a repeat-batch note, not a one-time guess. Log wax type, jar size, room feel, top-pour condition, and the final line result. After three small trials, the pattern usually becomes easier to trust than memory alone.
Diagnose the Failure Pattern Before Changing the Fix
Diagnose the visible pattern first, because migration, feathering, and muddiness usually come from different cause clusters and need different fixes.
Do not change wax, temperature, dye load, and fragrance at the same time. Use this section like a router, then adjust only one variable per batch.
Failure pattern guide
The failure pattern guide is a first-check router for the next variable to test, not a full formulation or process manual.
| Pattern | What it looks like | Most likely cause cluster | First place to check |
|---|---|---|---|
| Migration | Color seems to travel upward into the next layer | Lower layer too warm, upper layer too hot, or dye load too strong | Base-layer readiness |
| Feathering | Edge looks fuzzy or streaked right after the pour | Re-melt at the boundary from second-pour heat | Second-pour temperature |
| Muddiness | Line looks dirty, dull, or brownish instead of clean | Over-aggressive contrast plan, unstable color mix, or formulation interference | Dye load and color plan |
| Clean line, weak bond | Boundary looks sharp, then cracks or separates later | The pour protected the line but did not create enough grip | Adhesion balance |
Migration is mostly about color travel. Feathering is more about edge instability and local re-melt. Muddiness often fools makers because the line can look blended even when the layers did not actually move much.
If the line itself is stable but the shade still looks wrong, use the step-by-step guide for fixing candle color that turned out too light or dark before changing this layer-bleed process.
Fast check
- Look at the center and the edge separately.
- Ask whether the line looks tinted, fuzzy, or dirty.
- Compare the candle right after cooling and again the next day.
- Change one variable for the next batch, not four.
Is this true color bleed or formulation interference? If the boundary looks wet or muddy but the color line stays in place, the problem can be formulation interference rather than pigment travel.
Sometimes the line only looks like bleed. Fragrance, additives, or a wet-looking edge can make a boundary seem muddy without real pigment travel. A good test is to compare the same candle design with a no-fragrance or lower-load batch. If the wet look drops but the color line stays in place, the issue may be formulation interference rather than dye migration.
When the pattern stays unclear, go back to the bleed-risk check and identify the most likely root cause before changing the full formula. That step is especially useful when timing, heat, and dye load all shifted in the same batch and the finished defect no longer points to one obvious cause.