Micro-scale candle dye measurement calculates the dye for 2 oz, 4 oz, and 8 oz test candles from actual wax mass, a declared dye rate, and a scale that can repeat the target dose.
Here, micro-scale means sub-gram dye measurement for small wax-based test candles, not laboratory microscopy. This method helps small-batch candle makers calculate a target dose, check whether it can be weighed, and record repeatable color tests. A nominal size is the 2 oz, 4 oz, or 8 oz label; the calculation instead uses the wax mass placed in the test. Start by separating the nominal candle size from the actual wax weight before applying any dye percentage.
Actual Wax Weight vs Nominal Candle Size
Candle dye should be calculated from the actual mass of wax used in the test, not from a container’s nominal 2 oz, 4 oz, or 8 oz label.
Following NIST unit guidance, record actual wax mass as the wax-only weight in grams (g) after removing the empty vessel’s displayed mass. A nominal size may describe capacity or an intended fill, so it becomes a valid calculation input only when the wax mass has been weighed.
Use this benchmark to keep the nominal label, tare value, and measured wax mass separate.
| Nominal test label | Empty-vessel tare | Vessel plus wax | Actual wax mass used for dye |
|---|---|---|---|
| 2 oz | Measure and record in g | Measure and record in g | Filled mass − tare |
| 4 oz | Measure and record in g | Measure and record in g | Filled mass − tare |
| 8 oz | Measure and record in g | Measure and record in g | Filled mass − tare |
Use the following tare procedure for each test:
- Place the empty vessel or weighing cup on the scale.
- Press the tare button to return the display to zero, or record the empty vessel’s mass.
- Add the exact wax amount intended for the test.
- Record the displayed wax mass in grams without replacing it with the container’s ounce label.
- If the scale was not tared, subtract the empty vessel’s mass from the filled mass.
Tare removes the vessel’s displayed mass from the reading. It does not prove that the scale is accurate or that repeated measurements will produce the same result.
The finished candle’s total weight is not a substitute for wax-only mass because it can include the vessel, wick, adhesive, fragrance, and other materials. Fluid ounces are volume units, while the dye formula requires wax mass.
Methods: This benchmark is a measurement worksheet, not a claim about how much wax a specific container holds. Measure the tare and filled mass on the same scale, then subtract the tare when needed. Preserve the unrounded wax-only value for the dye calculation.
Once the wax-only mass is recorded, it becomes the fixed input for every later dye calculation.
Dye-Rate Formula and Unit Conversion
Calculate candle dye by multiplying actual wax mass by the selected dye-rate decimal. Keep the unrounded result, then convert grams to milligrams before checking whether the dose can be measured reliably.
A dye-rate percentage is the dye mass expressed as a percentage of the actual wax mass. Divide the percentage by 100 to create the decimal multiplier, and treat the chosen rate as supplier-informed or explicitly illustrative rather than universal.
Before entering a supplier-stated percentage, confirm that its denominator is wax mass rather than total batch mass, solution mass, or another product-specific basis.
Formula box
- Dye-rate decimal = dye rate (%) ÷ 100
- Dye mass (g) = actual wax mass (g) × dye-rate decimal
- Dye mass (mg) = dye mass (g) × 1,000
- Display divisions = dye mass (g) ÷ scale readability (g)
The selected percentage describes dye relative to wax mass. It does not describe fragrance load or guarantee the same color strength across waxes, dye formats, products, or suppliers.
Micro-Scale Candle Dye Calculation Worksheet
| Worksheet field | Entry or calculated output |
|---|---|
| Actual wax mass | Enter the measured value |
| Wax-mass unit | Select grams (g) or ounces by mass (oz) |
| Declared dye rate | Enter the supplier-informed or illustrative percentage |
| Scale readability | Enter the smallest displayed increment in grams |
| Normalized wax mass | Convert ounces to grams when required |
| Dye-rate decimal | Percentage ÷ 100 |
| Unrounded dye mass | Wax mass in g × dye-rate decimal |
| Unrounded dye mass in milligrams | Dye mass in g × 1,000 |
| Display divisions | Dye mass in g ÷ scale readability in g |
| Measurement note | A physical repeatability check is still required |
Using NIST conversion values, 1 ounce by mass equals 28.349523125 g, while 1 g equals 1,000 mg. Keep all inputs in one unit system before multiplying.
For a static example, assume the wax has been measured as 56.699 g and the illustrative test rate is 0.10%.
- Dye-rate decimal = 0.10 ÷ 100 = 0.001
- Unrounded dye mass = 56.699 g × 0.001 = 0.056699 g
- Unrounded dye mass = 0.056699 g × 1,000 = 56.699 mg
The mathematical target is therefore 0.056699 g, not automatically 0.06 g. Rounding must wait until the scale’s readability and repeated behavior have been checked.
The calculated target and the measured dose are separate values. Record the worksheet output first, then record the amount the scale actually accepts during weighing.
Methods: The worksheet uses the displayed arithmetic and does not choose a dye rate for the user. Unit conversions follow NIST guidance, while the percentage must be checked against the exact dye supplier’s instructions. Outputs remain unrounded so later measurement and rounding decisions are visible. Display divisions are a screening value, not proof of accuracy or repeatability.
Preserve the unrounded output because the next practical decision is whether the available scale can deliver that mass repeatedly.
Dye Format and Concentration Basis
Candle dye format changes how a calculated dose is delivered. Use the supplier’s mass, volume, concentration, or calibrated-dispenser basis; do not treat drops, chips, fragments, or equal product masses as universal equivalents.
The actual wax mass still controls the upstream calculation. Product format and concentration determine how that calculated target is physically delivered.
| Candle dye format | Defensible measurement basis | Record with the test | Do not assume |
|---|---|---|---|
| Concentrated liquid | Supplier-stated mass, volume, or calibrated-dispenser instruction | Product identity, concentration basis, measured amount, and units | One drop has a standard mass or dye content |
| Pre-diluted liquid | Total solution mass or volume plus the declared active-dye concentration | Solution amount and calculated active dye mass | Total solution mass equals active dye mass |
| Chips or flakes | Product mass, following the exact supplier’s dosage basis | Measured mass, product identity, and lot | One chip, flake, or piece has a fixed mass |
| Blocks or solid fragments | Weighed shavings or fragments under supplier instructions | Measured mass and the method used to divide the block | Equal-looking fragments contain equal masses |
| Powdered or granular solid | Weighed product mass with handling suited to the product instructions | Measured mass, units, and product identity | Equal masses from different products have equal color strength |
Active dye mass is the amount of colorant material represented by the measured product or solution. A 1.00 g pre-diluted solution may contain less than 1.00 g of active dye.
An equivalent dye dose exists only when the product format, concentration, usage basis, and units have been aligned. Appearance, product name, or equal product mass does not establish equivalence across suppliers.
Drops are useful only when the exact dispenser has been characterized or the supplier defines the drop-based method. A generic drop count cannot reconstruct the dose because droppers, liquid properties, bottle angles, and dispensing pressure can differ.
Methods: This matrix separates the measurement bases and recording requirements for the listed candle dye formats. The exact product instructions, technical sheet, and safety data sheet control the final measurement basis. The matrix does not rank formats or claim that one measurement method applies to every product.
Record the delivered product amount and the corresponding active dye basis so another test can reproduce the same input.
Scale Readability, Repeatability, and Minimum Working Dose
A 0.01 g scale shows finer increments than a 0.1 g scale, but suitability depends on the target dose, practical repeatability, stable added mass, and how many display divisions the dose spans.
Here, a suitable scale is one that repeatedly delivers the target added mass within a pass criterion defined before testing. This does not establish calibration, regulatory approval, universal accuracy, suitability for every dye product, or finished-candle compliance.
A two-decimal display does not by itself prove that a scale can deliver a small candle dye dose reliably. Compare the calculated target with the scale’s readability, then verify repeated performance under the same working conditions.
Terminology box
- Readability is the smallest mass increment shown on the display.
- Repeatability describes how closely repeated readings agree under the same conditions.
- Accuracy describes closeness to an accepted reference value.
- Minimum repeatable dose is the smallest added mass that passes the user’s documented repeat-reading check.
- Display divisions equal target dye mass divided by scale readability.
Using the earlier unrounded target of 0.056699 g produces this screening comparison:
| Scale readability | Target dose | Display-division calculation | Divisions spanned | Initial interpretation |
|---|---|---|---|---|
| 0.1 g | 0.056699 g | 0.056699 ÷ 0.1 | 0.56699 | The target is smaller than one displayed increment |
| 0.01 g | 0.056699 g | 0.056699 ÷ 0.01 | 5.6699 | The target spans more displayed increments, but still needs a repeatability check |
The comparison shows why a 0.01 g scale gives more visible control for this target. It does not prove that every 0.01 g scale is accurate, stable, or repeatable at 0.056699 g.
Use this short benchmark before direct weighing:
- Place the scale on a stable, level surface and follow its operating instructions.
- Allow the scale to reach the operating state specified by its manufacturer.
- Use the same weighing vessel and tare method planned for the dye.
- Run several tare-and-add trials with a stable test mass close to the target dose.
- Record every displayed reading rather than recording only the preferred result.
- Compare the reading spread with the measurement control needed for the test.
- Treat the smallest mass that repeatedly passes this check as the working minimum for that scale and setup.
Use this table to record measured benchmark results:
Define the acceptable reading spread or other pass criterion before starting the trials, and match it to the control needed for the test and any applicable scale instructions. The five-trial layout is a screening worksheet, not a universal certification procedure.
| Scale and readability | Target test mass | Trial 1 | Trial 2 | Trial 3 | Trial 4 | Trial 5 | Reading spread | Direct-weighing decision |
|---|---|---|---|---|---|---|---|---|
| Scale A: ___ g | ___ g | ___ | ___ | ___ | ___ | ___ | ___ | Pass / Fail |
| Scale B: ___ g | ___ g | ___ | ___ | ___ | ___ | ___ | ___ | Pass / Fail |
Taring removes the displayed vessel mass, but it does not remove drift, air movement, vibration, poor placement, loading effects, or other measurement errors. A display that appears stable once is not proof of repeatability.
NIST measurement terminology, OIML R 76-1 principles, and the scale manufacturer’s specifications support separating readability, repeatability, and accuracy and using controlled repeated weighings. They do not certify the user’s scale or establish the local pass criterion; the user-recorded trials provide evidence only for the actual workspace and stated procedure.
Methods: Calculate display divisions from the unrounded target. Benchmark each scale with repeated readings under stable, matched conditions. Do not publish a universal minimum dose for all scales sharing the same readability because their performance and operating conditions may differ.
A target that fails the repeatability benchmark should not be silently rounded to the nearest displayed value.
Rounding and Below-Resolution Dose Handling
When a candle dye dose is too small to weigh, retain the unrounded target, calculate the rounding error, and use a larger test, suitable scale, documented compatible dilution, or no test.
Silent rounding is invalid because it hides the difference between the intended dye dose and the amount that can actually be delivered. Record both the mathematical target and the proposed measured value before deciding whether the error is acceptable for that test.
Use these error calculations:
- Absolute rounding error = |proposed measured dose − unrounded target dose|
- Relative rounding error (%) = absolute rounding error ÷ unrounded target dose × 100
For the 0.056699 g target, rounding to 0.06 g creates an absolute error of 0.003301 g, or 3.301 mg. The relative error is about 5.82%.
Rounding the same target to 0.1 g creates an absolute error of 0.043301 g, or 43.301 mg. The relative error is about 76.37%, showing why a one-decimal scale is a poor direct-weighing choice for this example.
Follow this below-resolution decision path:
- Can the unrounded target pass the scale’s repeatability benchmark?
Yes: weigh it directly and record the actual displayed dose.
No: continue to Step 2. - Can the test use more actual wax while keeping the same dye percentage?
Yes: calculate a larger test whose dye target can be measured.
No: continue to Step 3. - Is a more suitable scale available and verified for the target range?
Yes: repeat the measurement check on that scale.
No: continue to Step 4. - Does the supplier document a compatible dilution with a declared concentration?
Yes: calculate the required total solution mass from its active-dye fraction.
No: continue to Step 5. - Can the dose be delivered without an undocumented assumption?
No: record the failed measurement attempt and do not run that test.
A declared dilution states the concentration needed to reconstruct active dye mass. For a documented 10% dilution by mass, a 0.056699 g active-dye target requires 0.56699 g of total solution:
- Total solution mass = required active dye mass ÷ active fraction
- 0.056699 g ÷ 0.10 = 0.56699 g solution
The 0.56699 g value is total diluted-solution mass, while 0.056699 g remains the intended active dye mass. Do not use this calculation when the concentration or material compatibility is unknown.
Use this failure log to preserve rejected or corrected measurements:
| Unrounded target | Scale readability | Display divisions | Proposed or displayed dose | Absolute error | Relative error | Chosen route | Result |
|---|---|---|---|---|---|---|---|
| 0.056699 g | 0.01 g | 5.6699 | 0.06 g | 0.003301 g | 5.82% | Record and evaluate disclosed rounding | Pending test rule |
| 0.056699 g | 0.1 g | 0.56699 | 0.1 g | 0.043301 g | 76.37% | Larger test, suitable scale, declared dilution, or no test | Direct weighing rejected |
| ___ | ___ | ___ | ___ | ___ | ___ | ___ | ___ |
Methods: The decision path uses modeled arithmetic from the unrounded target and the declared scale readability. A dilution route is valid only when concentration and compatibility are documented. This section does not provide a production masterbatch procedure or support undocumented homemade dilutions.
A rejected dose is a useful test result because it prevents an unmeasurable input from being mistaken for a controlled candle color formula.
Worked Dose Examples for 2 oz, 4 oz, and 8 oz Tests
For 2 oz, 4 oz, and 8 oz tests, multiply each stated actual wax mass by the same declared dye-rate decimal, retain the unrounded dose, convert it to milligrams, and check scale suitability.
At the illustrative 0.10% rate, the calculated targets are approximately 56.699 mg for 2 oz, 113.398 mg for 4 oz, and 226.796 mg for 8 oz of declared wax-only mass.
This modeled comparison treats 2.000 oz, 4.000 oz, and 8.000 oz as declared wax-only masses, not container capacities. It uses an illustrative 0.10% dye rate, equal to a 0.001 decimal multiplier; the exact supplier instructions must set the real test rate.
| Declared actual wax mass | Wax mass in grams | Illustrative dye rate | Unrounded dye dose | Dye dose in milligrams | Divisions on a 0.01 g scale | Divisions on a 0.1 g scale |
|---|---|---|---|---|---|---|
| 2.000 oz by mass | 56.699 g | 0.10% | 0.056699 g | 56.699 mg | 5.6699 | 0.5670 |
| 4.000 oz by mass | 113.398 g | 0.10% | 0.113398 g | 113.398 mg | 11.3398 | 1.1340 |
| 8.000 oz by mass | 226.796 g | 0.10% | 0.226796 g | 226.796 mg | 22.6796 | 2.2680 |
The first row follows this arithmetic:
- Wax mass = 2 oz × 28.349523125 g/oz = 56.69904625 g
- Dye-rate decimal = 0.10 ÷ 100 = 0.001
- Dye target = 56.69904625 g × 0.001 = 0.05669904625 g
- Dye target = 0.05669904625 g × 1,000 = 56.69904625 mg
The table displays shortened wax and dye values for readability, while the calculations retain the longer values. NIST SI conversion guidance supplies the ounce-to-gram relationship, but it does not turn a nominal vessel label into a measured wax mass.
At the same dye rate, doubling the wax mass doubles the calculated dye target. This proportional relationship explains why the 4 oz and 8 oz tests produce two and four times the 2 oz dose.
The display-division columns provide a screening comparison, not a direct-weighing approval. The 2 oz target is smaller than one 0.1 g display increment, while every target still requires repeated measurement checks on the actual scale.
None of the calculated values is an actual measured dose. Record the amount accepted by the scale separately, including any disclosed rounding or alternate measurement route.
Methods: The dataset uses declared wax-only masses, the NIST mass conversion, and one illustrative 0.10% rate. The same formula shown in the calculation worksheet generates every row. Scale divisions equal unrounded dye mass divided by stated readability; they do not establish accuracy or repeatability.
The smallest worked example creates the greatest measurement pressure, so test size should be chosen with both wax use and executable dye mass in mind.
Controlled Dose-Ladder Design
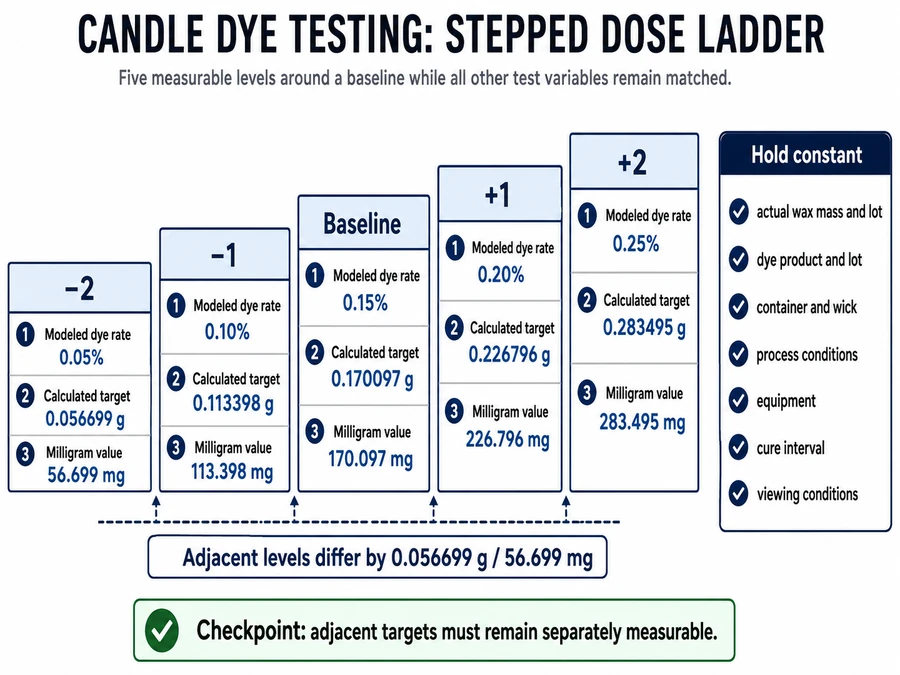
Build a candle dye dose ladder by selecting a baseline, using measurable fixed increments, changing only the dye dose, and keeping wax, materials, process, cure interval, and viewing conditions matched.
A controlled dose ladder is a series of matched candle tests in which only the intended dye dose changes. Replace the modeled rates below with levels allowed by the exact supplier guidance, then verify that each adjacent dose can be measured separately.
This worksheet models a 4 oz wax-only test mass of 113.398 g, a 0.15% baseline, and fixed 0.05-percentage-point increments.
| Ladder level | Modeled dye rate | Rate decimal | Calculated dye target | Target in milligrams | Actual measured dose | Cured-result record |
|---|---|---|---|---|---|---|
| −2 | 0.05% | 0.0005 | 0.056699 g | 56.699 mg | Record in g | Record after matched cure |
| −1 | 0.10% | 0.0010 | 0.113398 g | 113.398 mg | Record in g | Record after matched cure |
| Baseline | 0.15% | 0.0015 | 0.170097 g | 170.097 mg | Record in g | Record after matched cure |
| +1 | 0.20% | 0.0020 | 0.226796 g | 226.796 mg | Record in g | Record after matched cure |
| +2 | 0.25% | 0.0025 | 0.283495 g | 283.495 mg | Record in g | Record after matched cure |
Each adjacent level differs by 0.056699 g, or 56.699 mg, because:
- Incremental dose = 113.398 g × 0.0005
- Incremental dose = 0.056699 g
- Display divisions on a 0.01 g scale = 0.056699 ÷ 0.01 = 5.6699
- Display divisions on a 0.1 g scale = 0.056699 ÷ 0.1 = 0.56699
This screen shows that a 0.1 g display cannot represent the modeled increment as one complete division. A 0.01 g scale shows more increments, but the user must still confirm repeatable additions under the planned weighing conditions.
Use the following sequence to build a ladder:
- Measure one actual wax mass and use it for every sample.
- Select a supplier-informed baseline dye rate.
- Choose one fixed rate increment.
- Calculate every unrounded target before weighing.
- Check whether the difference between adjacent targets passes the scale benchmark.
- Prepare each test with the same materials and process.
- Record the actual measured dose rather than only the intended rate.
- Compare every sample after the same cure interval and under matched viewing conditions.
Keep these variables fixed across the ladder:
- Actual wax mass and wax product lot
- Dye product, format, concentration basis, and lot
- Container, wick, fragrance presence, and other materials
- Melt, dye-addition, mixing, and pour conditions
- Equipment and measurement method
- Cure interval
- Light source, background, and viewing distance
If adjacent calculated levels collapse into the same measurable value, increase the test mass, choose a suitable scale, use a documented compatible dilution, or widen the increment. Do not replace the mass difference with an undocumented number of drops.
A ladder result is interpretable only when the dye dose is the intended changing variable. Changing the wax, fragrance, process temperature, cure time, or lighting at the same time prevents a clean dose comparison.
Methods: This worksheet is a modeled arithmetic example, not a recommended dye-rate range. It uses 113.398 g of wax and fixed 0.05-percentage-point increments to show how adjacent targets are calculated and screened. Actual rates must follow the exact product guidance, and actual results require recorded measurements.
A useful ladder separates nearby doses physically as well as mathematically, allowing the cured samples to support a clear color decision.
Measurement Record and Cured-Result Traceability
Record actual wax mass, calculated and measured dye doses, units, scale readability, dye and wax identities and lots, process conditions, cure interval, viewing conditions, and the observed color result.
Traceability means retaining enough information to reconstruct what was calculated, what was measured, what materials were used, and how the cured sample was evaluated. The intended percentage cannot replace the actual dose shown by the scale.
| Record field | Entry |
|---|---|
| Test ID and preparation date | ___ |
| Nominal candle label, for reference only | 2 oz / 4 oz / 8 oz / other |
| Actual wax-only mass | ___ g |
| Wax supplier, product, and lot | ___ |
| Dye supplier, product, format, and lot | ___ |
| Dye concentration or supplier usage basis | ___ |
| Declared dye rate | ___% |
| Calculated unrounded dye target | ___ g / ___ mg |
| Scale identity and readability | ___ / ___ g |
| Actual measured dye dose | ___ g / ___ mg |
| Rounding or documented dilution used | ___ |
| Other materials held constant | ___ |
| Melt, addition, mixing, and pour conditions | ___ |
| Cure start and evaluation dates | ___ |
| Cure interval | ___ hours or days |
| Viewing light, background, and distance | ___ |
| Written color observation | ___ |
| Photograph identifier and lighting note, if used | ___ |
| Decision | Accept / retest / reject |
| Deviation or failure note | ___ |
The minimum record must preserve both the calculated target and the amount actually measured. A percentage alone cannot show whether the dose was rounded, delivered through a declared dilution, or changed by the scale’s limits.
Record supplier product names and lot identifiers exactly as shown in the available documentation. A visually similar wax or dye from another lot should not be treated as the same input without a new comparison.
Evaluate cured samples after the same interval and under matched lighting. Color names and photographs may support the record, but they should not be the only comparison because cameras, screens, backgrounds, and light sources can change the appearance.
Run a new test when any of these conditions applies:
- The wax or dye product changes.
- A wax or dye lot changes.
- The dye format or concentration basis changes.
- The scale, vessel, tare method, rounding rule, or dilution route changes.
- A process condition cannot be matched.
- Samples were evaluated after different cure intervals.
- Lighting or background conditions were not matched.
- The measured dose differs from the recorded target without an accepted explanation.
- A repeated test produces an unexplained color difference.
A failed or rejected test should remain in the record. Removing it hides the measurement conditions that may explain later inconsistencies.
Methods: The template uses measured provenance. Fill each field from the actual scale reading, product documentation, lot labels, process notes, cure dates, and viewing setup. The template supplies no assumed result and does not convert an intended dye rate into evidence of a delivered dose.
A reconstructable record connects the wax mass, calculated target, measured input, material identity, preparation conditions, cure interval, and observed result without asking a later user to fill gaps from memory.
Color testing does not validate production scaling or finished-candle combustion performance. Transfer an accepted color result to a separate production-validation process, and assess the finished candle through a dedicated burn-test procedure.