A candle color-tolerance standard defines acceptable shade variation for finished handmade candles and supports repeatable pass, hold, rework, or reject decisions.
Here, “standard” means a maker-defined, documented acceptance rule for one product line, not a legal, laboratory, or certification requirement. It is for candle makers who need to compare cured finished candles against an approved reference under consistent viewing conditions. The rule separates acceptable handmade variation from borderline or unacceptable color differences without implying that a color pass covers safety, labeling, or performance. The process begins by defining the acceptance boundary before creating the reference, inspection conditions, shade grades, and batch decision rules.
This standard judges and documents finished-candle appearance. It does not diagnose why a color changed or prescribe dye, wax, fragrance, cooling, remelting, or recoloring corrections.
What Is a Candle Color-Tolerance Standard?
A candle color-tolerance standard is a maker-defined, documented acceptance boundary for visible shade variation in one specified finished handmade candle line.
It governs the finished candle color for that line—not raw dye, molten wax, packaging, or general brand color—and supports an internal color-disposition decision. ASTM D1729 provides principles for controlled visual appraisal; it does not create a universal handmade-candle tolerance, certification, safety approval, or legal release rule.
Standards source note: ASTM D1729-22 covers visual appraisal of colors and color differences under defined viewing conditions. ASTM D2244-25 covers calculations from instrumentally measured color coordinates. Neither standard supplies a universal handmade-candle acceptance limit.
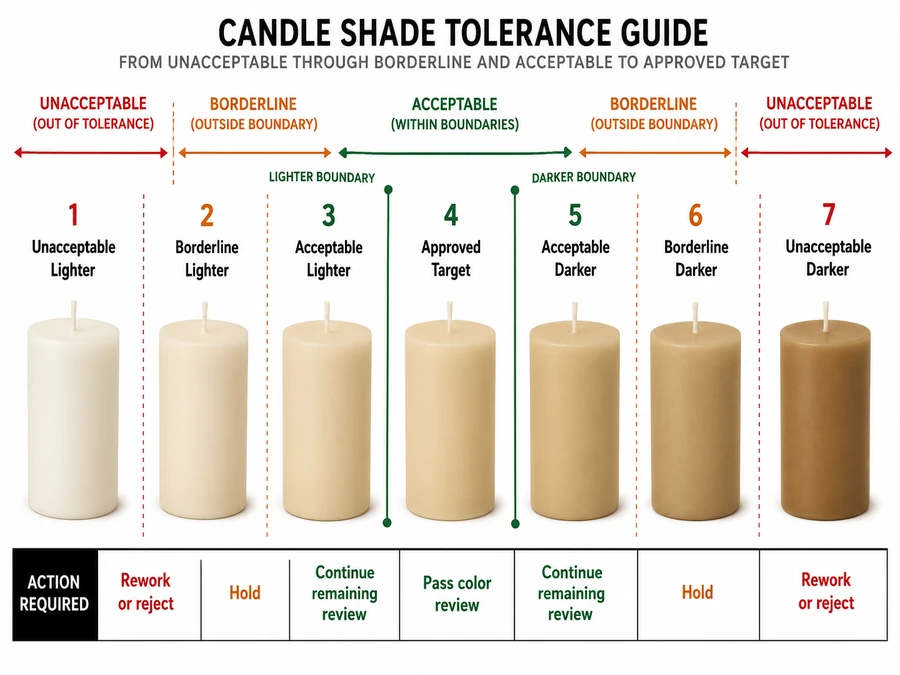
The opening benchmark separates the four possible color-review states:
| Category | Meaning | Initial action |
|---|---|---|
| Target | The finished candle is visually consistent with the approved product-line reference. | Continue the remaining inspection and release review. |
| Acceptable variation | The finished candle falls inside the documented lighter-to-darker boundary. | Pass the color review when inspection conditions are valid. |
| Borderline | The result is near or unclear against an approved boundary. | Hold the batch for repeat inspection or second review. |
| Unacceptable variation | The result falls outside the documented boundary. | Rework or reject the batch under the recorded disposition rule. |
Methods note: The benchmark is applied to the named product line’s approved reference under the same lighting, background, angle, cure state, orientation, and surface condition. The categories are maker-defined and product-specific; they are not universal visual or instrument-measured limits. The data provenance is documented visual appraisal.
A usable color-tolerance rule contains four recorded parts:
- Name the exact product line, candle family, or stock-keeping unit being judged.
- Identify the approved finished-candle reference or reference set.
- Record the acceptable lighter and darker boundaries.
- Assign pass, hold, rework, or reject actions to the resulting shade grades.
“Acceptable” means the finished candle remains inside those approved boundaries under valid inspection conditions. It does not mean that one observer thinks the candle looks close enough.
Intentional handmade variation is acceptable only when the product-line design and its outer failure boundary have been approved. Rustic texture, marbling, mottling, and natural-wax surface variation cannot be used to excuse uncontrolled differences caused by materials, mixing, cooling, aging, or invalid inspection conditions.
The maker sets the product-specific acceptance boundary. External visual-appraisal guidance can support the comparison method, but it does not supply a universal tolerance for every wax, fragrance, finish, vessel, or candle design.
A color pass covers appearance only. The candle still requires separate checks for safety, wick and burn performance, labeling, legal duties, packaging, and any other release requirement.
Once the boundary is written, the next practical step is to create the finished-candle reference that will anchor every later comparison.
Steps to Create an Approved Product-Line Master Sample
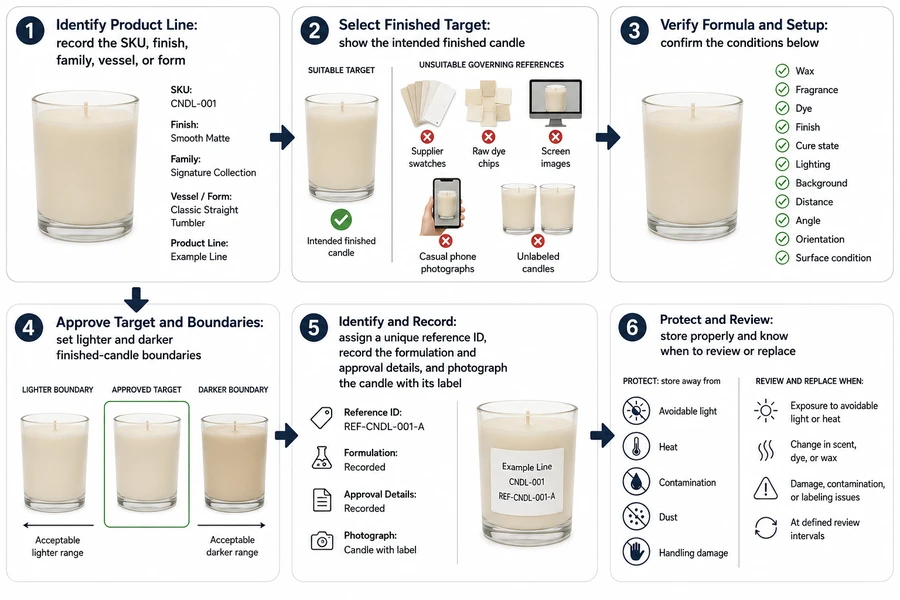
Create an approved product-line master sample by selecting a finished target candle, verifying its formulation and viewing conditions, assigning a reference ID, and protecting it as the comparison baseline for one SKU, finish, or candle family.
The reference applies only to the named candle line and approved formulation, and it must be approved under the same inspection conditions used for later batches. A supplier swatch, raw dye chip, screen image, casual phone photograph, or unlabeled production candle is not automatically a valid finished-candle reference.
When photographs support the reference record, they should show the approved finished candle and its identifying label from the same inspection session. The assigned physical reference remains the governing visual baseline.
Photo-set method: Record the SKU, wax, fragrance, dye, finish, cure state, approval date, formulation revision, lighting, and background shown in the photographs. Photograph the candle and label during the same approved inspection session. The data provenance is documented photographic evidence, but the images cannot reproduce every surface, translucency, frosting, or lighting effect.
Create the reference in this order:
- Identify the governed product line. Record the exact SKU, finish, candle family, vessel, or form covered by the reference.
- Produce or select the finished target candle. The candle must represent the intended color, surface appearance, wax system, fragrance system, dye system, and finish.
- Confirm the formulation. Check that the wax, fragrance, dye, finish, and cure state agree with the approved product specification.
- Inspect the proposed reference. Compare it under the lighting, background, distance, angle, orientation, cure state, and surface conditions that later batch inspections will use.
- Approve the target sample. Record the person responsible for accepting the candle as the product-line target.
- Approve boundary samples when used. Retain lighter and darker finished candles that mark the outer acceptable range for the line.
- Assign a unique reference ID. The identifier must distinguish the sample from older revisions and references for other candle lines.
- Create the reference record. Include the batch, formula revision, wax, fragrance, dye, finish, approval date, approver, and governed SKU.
- Photograph the approved sample. Use the approved inspection setup and include the reference label in a separate supporting image.
- Protect the physical reference. Store it away from avoidable light, heat, contamination, dust, and handling damage that could change its visible appearance.
- Set review and replacement triggers. Record when the sample will be checked and which material, formula, storage, exposure, or appearance changes require reapproval.
The reference set may contain a target candle, lighter and darker boundary candles, a controlled color card, photographs, and a written approval record. The physical finished candle is normally the primary visual reference because it preserves surface texture, translucency, frosting, mottling, and material effects that a flat swatch or digital image may lose.
| Reference type | Best use | Main limitation |
|---|---|---|
| Finished physical candle | Primary comparison baseline for later finished batches | Its appearance may change through age, exposure, storage, or material interaction |
| Lighter and darker boundary candles | Show the approved outer acceptance limits | They require the same identification and validity checks as the target candle |
| Controlled color card | Supports hue identification and written records | It does not reproduce the finished candle’s wax, finish, translucency, or surface |
| Controlled photograph | Records appearance, label details, and revision history | Screens, cameras, lighting, and image processing can alter the displayed result |
Use a separate approved reference when a change in wax, fragrance, finish, candle form, vessel, design, seasonal color, or custom specification materially changes the finished appearance. One reference should not silently govern several formulations merely because their dye name or marketing color is the same.
A traceable physical reference gives later inspectors a stable product-line baseline, while its recorded review triggers prevent an altered or obsolete sample from controlling new batch decisions.
Maintaining a Valid Candle Color Reference
An approved candle color reference remains valid only while it still represents the documented product-line target under the same controlled inspection conditions used for batch approval.
Reference-sample drift is a visible change in the retained target or boundary sample that makes it unreliable for judging new finished candles. Light, heat, aging, contamination, frosting, bloom, fragrance interaction, poor storage, or material changes can alter the sample even when the production formula remains unchanged.
Do not assume every mismatch originates in the new batch. Compare the active working reference with several forms of supporting evidence:
| Evidence source | What it can reveal | Limitation |
|---|---|---|
| Protected control sample | Whether the working reference changed during use or exposure | The control may also age or change |
| Controlled approval photograph | The recorded appearance and identification details at approval | Cameras and screens may alter color, texture, translucency, and frosting |
| Recent approved production samples | Whether the product line has shown a stable recent appearance | Several batches may share the same unnoticed production drift |
| Formulation revision record | Whether wax, fragrance, dye, finish, or supplier details changed | A written match does not prove that the physical appearance remained unchanged |
| Lighter and darker boundary samples | Whether the target still sits inside the approved tolerance set | Boundary samples can drift independently |
A physical retained candle remains the primary reference when the approval record assigns it that role. Photographs and written records support the review, but a photograph alone cannot replace every visible characteristic of the finished candle.
Use two forms of review:
- Periodic review: Check the active reference at the interval recorded for that candle line.
- Event-triggered review: Check it immediately after suspected fading, contamination, heat exposure, storage failure, material substitution, supplier change, formula revision, fragrance discoloration, or unexplained disagreement with recent approved batches.
“Review cadence” means the combination of scheduled checks and event triggers. It does not mean that every candle line follows one universal replacement interval; pale colors, unstable fragrance systems, exposed samples, or frequently handled references may need more frequent checks than stable, protected references.
| Review finding | Reference decision |
|---|---|
| No visible change under a valid comparison | Retain the current reference |
| Small change or uncertain target appearance | Hold its use and reapprove |
| Visible fading, discoloration, contamination, frosting, bloom, or surface change | Replace the reference |
| Reference and recent approved batches disagree for an unknown reason | Hold decisions and investigate both sources |
| Material or formulation revision changes the intended appearance | Approve a new reference revision |
When the active and protected samples disagree, do not select the more convenient result. Review the approval photograph, formulation record, recent accepted samples, storage history, and inspection conditions before assigning a new reference status.
A wax, fragrance, dye, finish, or supplier change does not automatically require a new reference when the intended and observed appearance remains unchanged. Reapproval is required when the change alters the product-line target, makes the old comparison unreliable, or creates unresolved doubt about which appearance is correct.
Methods note: Review the active reference and supporting samples under the same recorded lighting, background, distance, angle, orientation, cure state, and surface conditions. Record the finding, evidence reviewed, reviewer, date, and retain, reapprove, or replace decision. Retained-sample and approved-sample comparison practices support later batch review, but they do not establish a universal candle-reference lifespan.
A documented validity decision prevents an altered reference from causing false batch approvals or false failures.
How to Control Candle Color Inspection Conditions
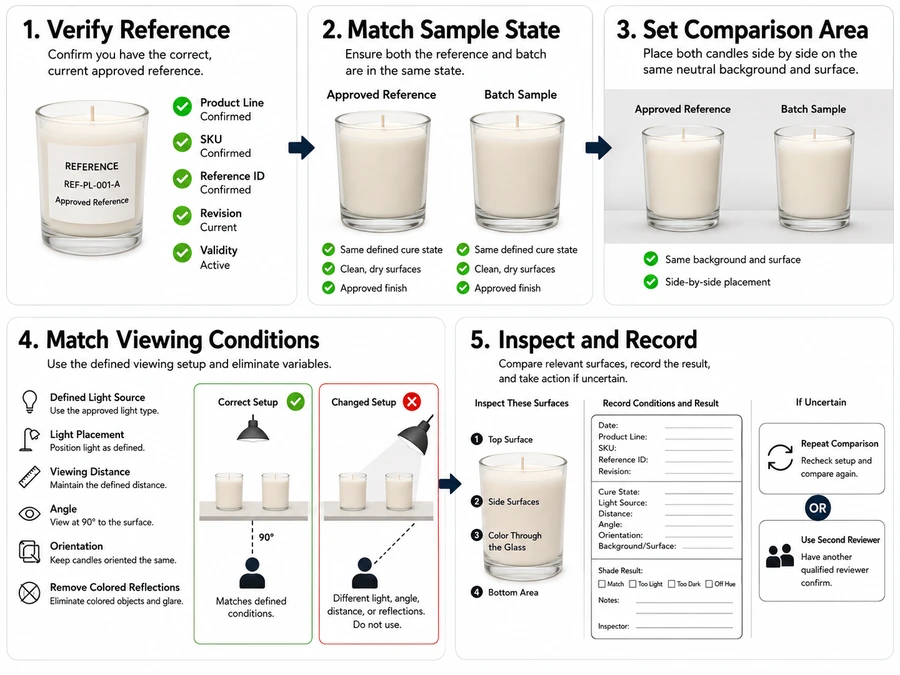
A valid candle color comparison uses the same approved reference, lighting, background, viewing geometry, cure state, orientation, and surface condition for every inspected batch.
The comparison concerns finished candles, not molten wax or raw dye. Apparent shade differences can result from changed viewing or sample conditions rather than a changed dye concentration. “Controlled” means that relevant variables are held constant or recorded; it does not require a certified laboratory.
The valid photo should show the approved reference and batch sample side by side under matched conditions. The invalid photo should change at least one visible variable so the reader can see why casual comparisons produce uncertain shade judgments.
Control or record these inspection variables:
| Inspection variable | Required control | Why it matters |
|---|---|---|
| Approved reference | Use the correct product line, reference ID, and revision | An obsolete or unrelated reference invalidates the judgment |
| Light source | Use the same defined lamp, booth, or repeatable light setup | Warm and cool light can shift perceived hue and depth |
| Light placement | Keep direction and placement unchanged | Shadows and highlights can make one candle appear darker or lighter |
| Background | Use the same neutral background | Colored or high-contrast backgrounds can alter perceived shade |
| Viewing distance | Mark or record the comparison distance | Distance changes how mottling, texture, and small differences are seen |
| Viewing angle | Use the same observer and sample angle | Gloss, translucency, and vessel reflection change with angle |
| Sample orientation | Place candles in the same position | One side may show frosting, marbling, fading, or pour variation |
| Cure state | Compare at the product line’s defined finished-candle stage | Fresh and cured wax may not show the same color |
| Surface condition | Compare clean, dry surfaces with the approved finish | Dust, fingerprints, bloom, frosting, or moisture can alter appearance |
| Colored reflections | Remove nearby colored objects or light spill | Reflected color can create a false mismatch |
| Observer preparation | Allow brief adaptation to the inspection light and avoid rapid light changes | The observer’s prior viewing conditions can affect judgment |
| Repeat-review rule | Define when another inspection or reviewer is required | Borderline results should not depend on one uncertain glance |
Follow this inspection sequence:
- Confirm the product line, SKU, approved reference ID, and revision.
- Confirm that the reference remains valid and has no unresolved drift.
- Bring the finished batch samples to the defined cure state and inspection temperature.
- Clean or inspect the surfaces without changing the approved finish.
- Place the reference and batch samples side by side on the approved neutral background.
- Set the light, distance, angle, and orientation to the recorded positions.
- Inspect every relevant surface when the candle form, vessel, marbling, or finish can vary by side.
- Record the inspection conditions with the observed shade result.
- Repeat the comparison or use a second reviewer when the result remains uncertain.
The same candle can look different in another room because the light’s color, direction, intensity, surrounding colors, and reflections have changed. A candle may appear warmer under one lamp, cooler in daylight, darker against a light background, or lighter against a dark background.
Daylight is not automatically repeatable. Its direction, brightness, and color can change with the hour, weather, season, glazing, and room position. A maker may use daylight only when the inspection setup defines and records conditions tightly enough to support comparable later reviews.
Compare candles after they reach the cure state named in the product-line inspection rule. The standard does not need to impose one cure period on every wax system, but the reference and batch sample must be judged at equivalent finished states.
Sample orientation must remain consistent when one face differs from another. Pillars, marbled candles, translucent waxes, textured finishes, and reflective vessels may show different results after rotation, so the inspection record should identify the viewed surfaces or require a full-surface check.
For an internal comparison that does not claim ASTM D1729 conformance, a small maker may use a stable lamp, neutral inspection area, marked sample positions, recorded cure state, and repeatable viewing procedure.
A visual comparison becomes invalid when the wrong or altered reference is used, the samples have unequal cure states, the light or background changes, surfaces are contaminated, orientation differs, colored reflections interfere, or the observer cannot reach a repeatable judgment.
Methods note: Record the light description and placement, neutral background, viewing distance and angle, sample orientation, cure age or state, and surface condition. Published photographs should use the same setup, but the record must state that camera processing and display screens may not reproduce the governing physical comparison. The inspection method evaluates visible finished-candle color only and does not cover camera calibration, laboratory accreditation, or instrument calibration.
Fixed, recorded inspection conditions separate genuine batch shade variation from differences created by the viewing setup.
How to Build Candle Tolerance Bands and a Shade-Grading Scale
Build a candle shade-tolerance band by approving a target candle plus the lightest and darkest finished appearances that still pass for one product line under the defined inspection conditions.
Build the band by approving a target reference plus the lightest and darkest finished-candle appearances that remain inside the product-line boundary. No universal visual limit fits every wax, dye, fragrance, surface, finish, or design.
Delta E is an instrument-derived numerical value for color difference, not an automatic handmade-candle acceptance rule. ASTM D1729 supports visual appraisal under defined viewing conditions, while ASTM D2244 treats instrument-based color-difference calculations as a separate measurement method.
There is no universal Delta E limit for handmade candles. Any numerical tolerance must be validated for the specific material, surface, viewing condition, product intent, and acceptance decision.
| Grade | Relationship to the approved reference | Defined boundary | Required action |
|---|---|---|---|
| Target | Represents the approved target appearance | At or consistent with the target reference | Continue the remaining release review |
| Acceptable | Falls inside the approved lighter or darker limit | Between the two outer acceptance boundaries | Pass the color review |
| Borderline | Sits near, between, or cannot be judged confidently against a boundary | No confident pass or fail under the recorded review method | Hold, repeat the inspection, or request a second review |
| Fail | Falls outside the approved boundary or conflicts with design intent | Beyond the lighter limit, darker limit, or approved visual character | Rework or reject under the disposition rule |
The lighter and darker boundary samples mark the last acceptable finished-candle appearances on either side of the target. They do not represent preferred production results; they define the outer points beyond which the line no longer passes its color rule.
“Acceptable” means inside those approved boundaries under valid inspection conditions. “Borderline” means the reviewer cannot assign a confident pass or fail without repeating or escalating the comparison.
Methods note: Record the product line, target reference, lighter boundary, darker boundary, inspection method, reviewer rule, and action attached to each grade. The scale is a product-specific visual benchmark, not a universal numerical standard. Its validity depends on a current reference and the controlled comparison conditions already defined.
Create the scale in this order:
- Confirm the governed candle line. Name the exact SKU, finish, revision, seasonal version, or custom specification.
- Confirm the target reference. Check its identifier, revision, validity status, wax, fragrance, dye, and finish.
- Confirm the inspection method. Apply the recorded lighting, background, viewing distance, angle, orientation, cure state, and surface condition.
- Gather representative variation. Review finished candles that show realistic lighter and darker outcomes for the same product line.
- Approve the outer acceptance boundaries. Select physical boundary samples or document visual criteria that mark the lightest and darkest passing appearances.
- Define the borderline state. State which near-boundary, mixed, or uncertain results trigger a hold instead of an immediate pass or fail.
- Attach an action to every grade. Target continues review, acceptable passes color review, borderline triggers repeat or escalation, and fail triggers rework or rejection.
- Check reviewer agreement. Ask qualified reviewers to apply the same reference set and determine whether they assign the same grades.
- Record the revision. Log the approval date, reference IDs, boundary IDs, reviewer rule, and any later change to the scale.
A multi-level scale usually gives a small production team better decision control than a simple pass/fail rule because it preserves uncertainty as a separate hold state.
| Classification method | What it records | Main limitation |
|---|---|---|
| Simple pass/fail | Whether the sample is inside or outside one boundary | It can force an uncertain sample into an unsupported decision |
| Target–acceptable–borderline–fail | The sample’s relationship to the target and outer boundaries | It requires approved references and clear escalation rules |
| Visual grading | A documented human comparison under fixed conditions | It depends on viewing conditions, reference validity, and reviewer agreement |
| Instrument measurement | A numerical difference calculated from measured color data | It requires device procedures and product-specific limits that this visual scale does not supply |
A maker can apply visual grading without a colorimeter when the reference set, viewing conditions, categories, and actions are documented. Instrument measurement may be needed when visual review cannot separate samples reliably or when a numerical specification governs the product.
Do not convert the visual categories into an invented universal Delta E threshold. Wax opacity, translucency, fragrance interaction, frosting, texture, marbling, surface finish, and intended product character can change how a measured difference relates to visible acceptance.
The same tolerance width should not govern every candle line. A signature solid-color collection may need narrow lighter and darker limits, while an intentionally rustic or marbled line may permit more visible variation in specified properties.
Every line still needs an outer boundary. “Handmade” does not permit unlimited shade drift, accidental streaking, uncontrolled patchiness, or variation that cannot be matched to the approved design intent.
A second review is required when:
- the sample is near an approved boundary;
- separate inspected units receive different grades;
- the reviewer cannot distinguish target from acceptable or borderline from fail;
- the target or boundary sample may have changed;
- inspection conditions were interrupted or cannot be verified;
- the observed finish does not fit the product line’s recorded tolerance class.
The approved band converts a valid visual comparison into a repeatable grade before the batch receives its color outcome.
Solid-Color vs. Rustic or Marbled Candle Tolerance Classes
Solid-color lines usually require tighter shade and uniformity limits, while rustic or marbled lines may permit wider pattern variation within a documented outer failure limit.
Every class still requires a documented outer boundary. Solid-color, rustic, mottled, marbled, layered, seasonal, and custom lines may permit different variation, but “handmade variation” means bounded, intentional variation—not every difference caused by materials, mixing, cooling, curing, storage, or inspection errors.
When class-comparison photographs are included, they should show permitted variation and the visible condition that exceeds each class’s outer limit.
Photo-set method: Label each image with the product-line class, wax, fragrance, dye, finish, cure state, lighting, and background. Record the intentionally permitted variation and the visible condition that would exceed the approved boundary. The photographs document the class comparison but do not replace direct inspection of the physical reference set.
| Tolerance class | Typical product-line segment | Permitted variation | Required outer boundary |
|---|---|---|---|
| Tight | Signature solid-color lines, repeat wholesale products, matched collections | Small shade variation with strong unit-to-unit uniformity | Target plus approved lighter and darker limits |
| Moderate | Seasonal, limited-edition, natural-wax, or lightly textured lines | Limited shade, texture, or surface variation represented by the approved reference set | Defined variation range plus hold criteria |
| Design-variable | Rustic, mottled, marbled, layered, or intentionally irregular lines | Approved differences in pattern, contrast, placement, and distribution | Reference set showing acceptable patterns plus an explicit failure boundary |
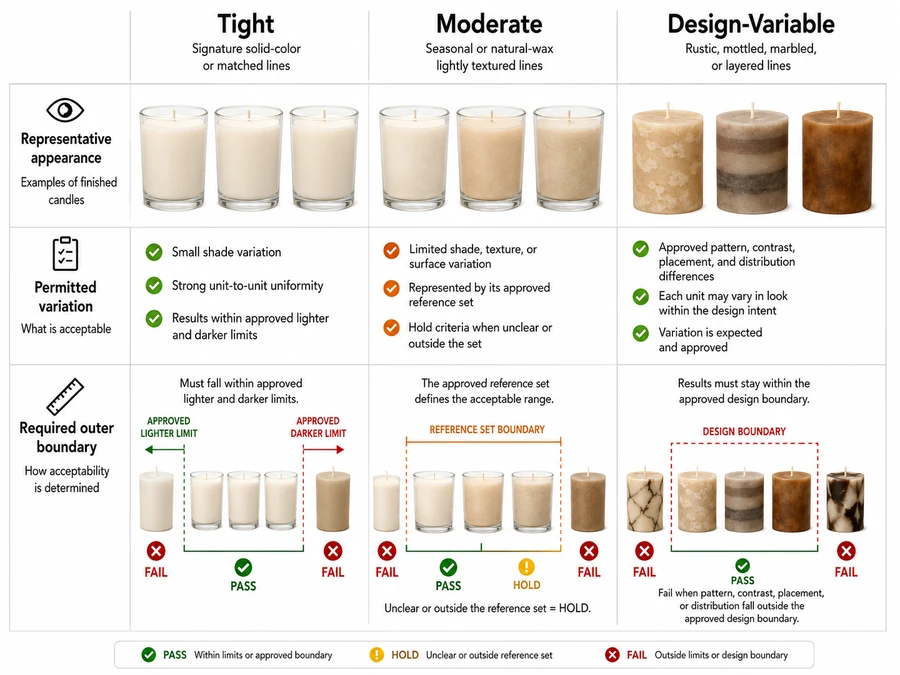
A tight class applies when uniform color is part of the product identity. Unexpected streaking, patchiness, bands, surface contrast, or unit-to-unit shade drift may fail even when each candle remains within the same broad color family.
A moderate class applies when the line permits limited natural, seasonal, or surface variation. The approved reference set must show what variation is permitted, and the hold rule must identify results that cannot be assigned confidently.
A design-variable class applies only when mottling, marbling, layering, rustic irregularity, or pattern distribution is intentional. A broader class remains finite; it does not excuse every pattern or shade outcome.
| Visual property | May vary when documented | Must remain stable |
|---|---|---|
| Shade | Within the class’s approved lighter and darker limits | Governing color family and outer shade boundary |
| Mottling | Amount and placement shown by the reference set | Approved overall character and maximum contrast |
| Marbling | Vein shape, placement, and distribution inside the approved pattern range | Color combination, design identity, and outer pattern limit |
| Layering | Approved layer thickness or boundary variation | Intended sequence, color identity, and recognizable layer structure |
| Texture | Surface differences permitted by the line specification | Product identity and the recorded failure conditions |
| Contrast | Differences represented by approved samples | Maximum approved contrast and distribution |
Intentional marbling becomes a defect when its shade, contrast, pattern, distribution, or layer boundary falls outside the approved reference set. Pattern variation and shade drift are separate judgments: a candle may show an acceptable marble pattern but still fail because its overall shade exceeds the approved boundary.
Solid-color candles generally need tighter tolerances when uniformity supports matched sets, repeat orders, or wholesale presentation. Rustic candles may vary more only in the properties identified by their class; the governing color family and outer limits must remain stable.
A one-time seasonal run may have a limited approved reference for that revision. A recurring seasonal SKU needs a stable reference and tolerance class, and it requires reapproval when its intended shade, finish, wax, fragrance, dye, or visual character changes.
A custom order may need an order-specific reference when its intended color differs from the standard SKU. That approval applies only to the named order and must not silently widen the tolerance for regular production.
Place the batch on hold when:
- the product-line class is undocumented;
- the class cannot be matched to the correct reference set;
- a candle combines features governed by conflicting classes;
- intentional variation cannot be separated from a production defect;
- the reference set does not show the permitted pattern range;
- a seasonal or custom approval cannot be traced;
- the result exceeds the class’s outer boundary.
A one-off custom, seasonal, or limited line requires reapproval before it becomes repeat production. Its original approval may not represent later customer expectations, material revisions, or recurring unit-to-unit requirements.
This section defines acceptable finished-candle variation, not the manufacturing steps for creating solid, rustic, mottled, marbled, or layered effects. Unintended variation caused by wax, fragrance, dye, processing, or reference drift should be investigated rather than absorbed by widening the class.
Once the correct class is verified, the same target, acceptable, borderline, and fail grades can determine the batch outcome.
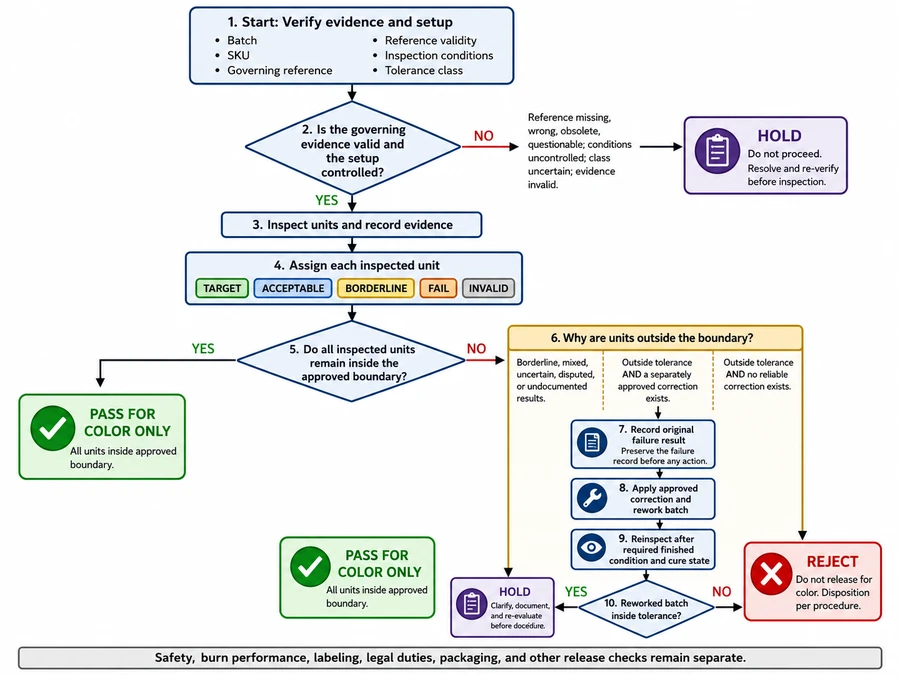
Steps for Pass, Hold, Rework, or Reject Candle Batches
A candle batch receives a color pass only when the inspected finished units fall inside the approved product-line tolerance under valid comparison conditions.
A borderline, mixed, undocumented, or invalid result must be held rather than treated as a pass. Rework is a recorded corrective path followed by reinspection, not permission to alter a batch without preserving the original result. A color pass covers appearance only; it does not approve safety, burn performance, labeling, legal compliance, packaging, or complete product release.
ASTM D1729 supports visual color appraisal under defined viewing conditions, but it does not assign candle-specific pass, hold, rework, or reject outcomes. The maker’s documented product-line reference, tolerance class, inspection method, and approval procedure control the internal color decision.
The four color outcomes have separate meanings:
| Outcome | Meaning | Evidence required |
|---|---|---|
| Pass | All inspected finished units fall inside the approved product-line color boundary under valid conditions | Valid reference, controlled comparison, recorded grades, unit agreement, and verified tolerance class |
| Hold | The result is borderline, mixed, uncertain, undocumented, disputed, or based on invalid evidence | Recorded reason for the hold and the review needed before another decision |
| Rework | The batch is outside tolerance, but a separately approved corrective method may restore it | Original failed result, approval to correct, corrective-action record, and complete post-rework color inspection |
| Reject | The batch cannot be released as the specified product line because it remains outside tolerance or cannot be corrected reliably | Confirmed failure evidence, authorized decision, and recorded restriction against release under that specification |
A hold preserves uncertainty while more evidence is gathered. A reject records a completed decision that the batch cannot be released as the specified candle line.
Follow this decision sequence:
- Verify the batch and SKU. Confirm that the finished candles belong to one identified production batch and the product line named in the inspection record.
- Verify the governing reference. Match the batch to the correct target sample, boundary samples, reference ID, and revision.
- Verify reference validity. Check that the reference has not been withdrawn, replaced, discolored, contaminated, faded, or placed under review.
- Verify inspection conditions. Confirm the approved lighting, background, distance, angle, orientation, cure state, and surface condition.
- Assign the shade grade. Grade each inspected unit as target, acceptable, borderline, fail, or invalid when a valid comparison cannot be made.
- Check agreement among units. Do not average mixed grades into one passing result. A target unit and a failing unit from the same sample set indicate unresolved batch variation.
- Apply the correct tolerance class. Confirm whether the line uses a tight, moderate, or design-variable class and whether the observed variation is permitted by its approved reference set.
- Select the color disposition. Assign pass, hold, rework, or reject from the evidence rather than from production pressure, convenience, or expected waste.
- Record the evidence and approval. Preserve the reference, conditions, individual grades, exception details, disposition, reviewer, and decision date.
- Reinspect reworked candles. Treat the corrected batch as a new color decision while retaining the original failed result and corrective-action record.
The resulting disposition follows this matrix:
| Observed condition | Color disposition | Required next step |
|---|---|---|
| All inspected units are inside the approved boundary | Pass | Record color approval and continue the separate release checks |
| One or more results are borderline | Hold | Repeat the comparison or obtain an authorized second review |
| Sampled units receive mixed grades | Hold | Expand the review and investigate within-batch variation |
| The reference is missing, wrong, obsolete, or questionable | Hold | Stop grading until the correct valid reference is confirmed |
| Inspection conditions are uncontrolled or unequal | Hold | Correct the setup and repeat the comparison |
| The product-line tolerance class cannot be verified | Hold | Confirm the class and reference set before deciding |
| The batch is outside tolerance and an approved correction exists | Rework | Preserve the failed result, authorize correction, and reinspect |
| The batch remains outside tolerance after correction | Reject | Prevent release as the specified product line |
| The batch is outside tolerance and no reliable correction exists | Reject | Record the decision and prevent release under that specification |
| The visible color passes but another release requirement is unresolved | Pass for color only | Keep the product unreleased until the separate requirement is resolved |
The following conditions trigger an automatic hold:
- the reference ID or revision is missing;
- reference validity is uncertain;
- the wrong product-line reference may have been used;
- lighting, background, geometry, or sample state was uncontrolled;
- the reference and batch candles were inspected at different cure states;
- sampled units received different grades;
- one candle shows substantial within-unit non-uniformity;
- the applicable tolerance class is uncertain;
- the inspector cannot reach a repeatable judgment;
- required evidence or approval is missing;
- qualified reviewers disagree;
- the original failure was not recorded before rework.
A hold does not mean that the batch has failed permanently. It means the available evidence cannot support a valid pass, rework, or reject decision.
A reject does not automatically define disposal, recall, inventory accounting, or legal treatment. It means the batch cannot be released as the specified candle line under the active color standard.
Common candle color decision errors and correct dispositions
| Observed symptom | Likely decision error | Validity check | Correct disposition path |
|---|---|---|---|
| A borderline batch was released | Borderline was treated as acceptable | Repeat the comparison and check reviewer authorization | Hold until a valid pass or fail result is established |
| Mixed sample grades were averaged into a pass | Unit disagreement was hidden by one batch-level label | Review each unit grade and sample position separately | Hold and expand the review |
| The batch was corrected before the failure was recorded | The original result and cause were lost | Check whether the failed grade, reference, and conditions can be reconstructed | Hold; restore the record before approved rework |
| Intentional marbling was rejected as uneven color | The wrong tolerance class was applied | Compare against the design-variable reference set | Reassess under the correct class or hold if the class is uncertain |
| An out-of-boundary solid candle was accepted as handmade variation | “Handmade” was used as an undefined exemption | Check the approved lighter and darker limits | Rework or reject according to the documented rule |
| A pass was assigned under changed lighting | Invalid viewing conditions were ignored | Repeat the comparison under the approved setup | Hold until reinspection |
| A reworked batch was released without reinspection | Rework was mistaken for automatic correction | Check for a new post-rework inspection record | Hold and inspect the corrected finished candles |
| A rejected batch was verbally approved by another person | The authorization and evidence trail were bypassed | Check the named exception authority and written reason | Keep the reject or hold until an authorized decision is recorded |
Only the role named in the maker’s documented approval procedure may override a hold or reject decision. The record must state the evidence reviewed, the reason for the exception, the resulting disposition, the approver, and the date. An undocumented verbal exception is not a valid color approval.
An out-of-tolerance batch may be reworked only when a separate approved corrective method applies to that candle and material system. Detailed dye correction, remelting, and recoloring instructions fall outside this color-disposition standard.
Every reworked batch must receive another finished-candle inspection after the correction and required cure state. The new record must show the post-rework grade and disposition while preserving the original failure.
Methods note: Apply the matrix only after confirming the reference, inspection conditions, individual unit grades, and product-line tolerance class. The failure log describes decision errors rather than candle-formulation causes. Its purpose is to prevent unsupported release decisions, not to prescribe correction formulas or full product-release procedures.
The color disposition closes the appearance decision, while all other release requirements remain separate.
Steps to Sample and Document the Candle Color Decision
Sample and document the color decision by identifying the batch and inspected units, recording the governing reference and conditions, grading each unit separately, and assigning the evidence-supported batch disposition.
Here, sampling means selecting identifiable finished candles from one production batch for a documented color comparison. It does not mean applying a universal acceptance-quality-limit plan, checking every possible defect, or assuming that one sample quantity fits every batch.
The record must keep the observed grade separate from the final disposition. A unit may receive a target, acceptable, borderline, or fail grade, while the batch receives pass, hold, rework, or reject. An invalid comparison receives no invented shade grade; it is recorded as invalid and the batch is held.
Follow this sampling and documentation sequence:
- Confirm the batch ID. Use the maker’s existing batch-identification format.
- Confirm the product line or SKU. State exactly which specification and tolerance class govern the decision.
- Confirm the reference ID and revision. Record the target or boundary samples used in the comparison.
- Select identifiable finished units. Choose units from relevant batch positions, production stages, molds, vessels, trays, pours, or other known sources of variation.
- Record the number inspected. State the actual unit count rather than writing “sample checked.”
- Record the inspection conditions. Include the lighting, background, cure state, orientation, and any other variables required by the product-line procedure.
- Grade each unit separately. Record target, acceptable, borderline, fail, or invalid for every sampled candle.
- Record mixed or non-uniform results. Do not replace separate grades with an average or general impression.
- Assign the batch disposition. Base pass, hold, rework, or reject on the individual grades and the decision rule.
- Record the inspector and date. Use a traceable name, initials, employee code, or approved role identifier.
- Preserve corrective-action and reinspection records. Keep the original failed decision and add the post-rework result as a separate entry.
Not every candle must be inspected unless the maker’s procedure, customer specification, risk assessment, or observed process variation requires full inspection. The selected quantity depends on batch size, production variation, product-line risk, complaint history, and the maker’s written sampling method.
A higher-risk or visibly inconsistent batch may require more units than a stable, repeat product line. No single sample count in this article should be treated as a universal statistical or regulatory requirement.
Sampled units should be identifiable after inspection. Identification may use unit numbers, tray positions, pour sequence, mold positions, vessel groups, or other repeatable location markers.
When grades differ, the batch must not receive a pass by averaging the results. Mixed grades trigger a hold, expanded inspection, or review of the production positions represented by the differing units.
The minimum record contains:
| Record field | What to enter |
|---|---|
| Batch ID | The maker’s traceable production-batch identifier |
| Product line or SKU | The exact governed candle line |
| Sample-unit IDs or positions | The inspected units and where they came from |
| Number inspected | The actual count of finished units reviewed |
| Reference ID and revision | The approved target and boundary references used |
| Inspection conditions | Lighting, background, cure state, orientation, and related controls |
| Observed grade | The separate result for each sampled unit |
| Visible exception | Mottling, streaking, shade drift, pattern issue, invalid state, or other observed difference |
| Final disposition | Pass, hold, rework, or reject |
| Inspector | Traceable reviewer name, initials, code, or role |
| Inspection date | The date in the maker’s stated record format |
| Corrective action | The authorized action taken after a failed result |
| Post-rework result | The new grades, disposition, reviewer, and date |
Illustrative candle color-QC dataset
| Batch_ID | Product_Line | Sample_IDs | Reference_ID | Inspection_Conditions | Observed_Grade | Disposition | Inspector | Inspection_Date |
|---|---|---|---|---|---|---|---|---|
| B-260601 | Ivory Pillar | U01–U03 | IV-P-R03 | Approved lamp; neutral background; cured | Target, Target, Target | Pass | Inspector 1 | 2026-06-01 |
| B-260602 | Sage Vessel | U01–U04 | SG-V-R02 | Approved lamp; neutral background; cured | Acceptable, Borderline, Acceptable, Fail | Hold | Inspector 2 | 2026-06-02 |
| B-260603 | Rustic Amber | U02, U05, U08 | RA-R-R04 | Approved setup; full-surface review | Acceptable design variation | Pass | Inspector 1 | 2026-06-03 |
| B-260604 | Blush Tumbler | U01–U03 | BL-T-R01 | Reference showed possible fading | Not assigned—reference validity unresolved | Hold | Inspector 3 | 2026-06-04 |
| B-260605 | Navy Pillar | U01–U05 | NV-P-R05 | Approved lamp; cured; matched orientation | Fail—darker than boundary | Rework | Inspector 2 | 2026-06-05 |
| B-260605-R1 | Navy Pillar | U01–U05 | NV-P-R05 | Approved lamp; cured after correction | Acceptable, Acceptable, Target, Acceptable, Acceptable | Pass | Inspector 2 | 2026-06-09 |
| B-260606 | Marble Rose | U01–U04 | MR-M-R02 | Approved setup; full-surface review | Pattern outside approved reference range | Hold | Inspector 1 | 2026-06-06 |
| B-260607 | Custom Sand | U01–U02 | CS-C-R01 | Order-specific reference; approved setup | Target, Acceptable | Pass | Inspector 3 | 2026-06-07 |
| B-260608 | Cream Vessel | U01–U03 | CR-V-R04 | Reference cured; batch samples not fully cured | Invalid comparison | Hold | Inspector 2 | 2026-06-08 |
| B-260609 | Charcoal Pillar | U01–U04 | CH-P-R03 | Approved setup; repeat inspection completed | Fail—outside darker boundary | Reject | Inspector 1 | 2026-06-09 |
The table is illustrative modeled data, not a record of actual production tests. Its ten rows show how individual sample evidence, invalid comparisons, corrective action, and post-rework results can remain traceable without creating a complete manufacturing database.
Dataset methods note: Sample quantity depends on batch size, process variation, product-line risk, and the maker’s documented procedure. This example does not establish an acceptance-quality-limit system or regulatory sampling plan. Mixed grades are preserved individually and are never averaged into a pass.
A reworked batch needs a new inspection entry because the corrected candles represent a new finished condition. The new entry should reference the original batch and failure while recording the new sample IDs, conditions, grades, reviewer, and disposition.
For later complaint review, the most useful fields are the batch ID, product line, sample positions, reference revision, inspection conditions, individual grades, visible exceptions, disposition, inspector, date, and any post-rework result. These fields show what was compared, how it was judged, and why the batch received its color outcome.
The color-QC record remains limited to appearance evidence. Full manufacturing records, ingredient-lot databases, inventory systems, customer records, regulatory retention rules, and complete release records remain separate.
A reproducible record connects the inspected finished units to the exact evidence behind the final color disposition.